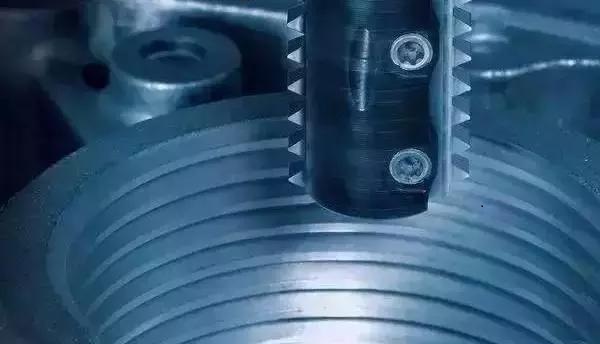
先進(jìn)的螺紋加工方式——螺紋的數(shù)控銑削得以實(shí)現(xiàn)。螺紋銑削加工與傳統(tǒng)螺紋加工方式相比, 在加工精度、加工效率方面具有極大優(yōu)勢(shì),且加工時(shí)不受螺紋結(jié)構(gòu)和螺紋旋向的限制,如一把螺紋銑刀可加工多種不同旋向的內(nèi)、外螺紋。對(duì)于不允許有過(guò)渡扣或退刀槽結(jié)構(gòu)的螺紋,采用傳統(tǒng)的車削方法或絲錐、板牙很難加工,但采用數(shù)控銑削卻十分容易實(shí)現(xiàn)。 原理和優(yōu)點(diǎn): 螺紋銑削是在三軸聯(lián)動(dòng)的機(jī)床(加工中心)完成的。在X、Y軸走G03/G02一圈時(shí),Z軸同步移動(dòng)一個(gè)螺距P的量。
★成本更低,雖然單支螺紋銑刀貴過(guò)絲攻,但是算到單個(gè)螺紋孔的成本比攻。
★精度更高,螺紋銑刀以刀補(bǔ)實(shí)現(xiàn)精度,客戶隨意選擇自己需要的螺紋精度。
★光潔度好,螺紋銑刀銑出來(lái)的牙比絲攻漂亮。
★壽命長(zhǎng),螺紋銑刀的壽命是絲攻的十多倍甚至數(shù)十倍,減少換刀和調(diào)機(jī)的時(shí)間。
★不怕折斷,絲攻折斷后可能會(huì)造成工件的報(bào)廢,螺紋銑刀即使人為折斷也容易取出,工件不會(huì)報(bào)廢。
★螺紋銑刀的加工效率遠(yuǎn)高于絲攻。
★盲孔螺紋銑刀可以銑到底部,絲攻不可以。
★針對(duì)部分材料,螺紋銑刀可以鉆孔.銑牙.倒角一次成型,絲攻不可以。
★一把螺紋銑刀可加工不同旋向的內(nèi)外螺紋,絲攻不行。
★相同螺距不同尺寸的螺紋孔,絲攻需要更換幾支,螺紋銑刀可以通用。
★檢測(cè)螺紋孔第一次不過(guò)時(shí),螺紋銑刀可以通過(guò)刀補(bǔ)修正,絲攻則不行,工件只有報(bào)廢。
★在加工較大螺紋孔時(shí),絲攻效率低下,螺紋銑刀可瞬時(shí)實(shí)現(xiàn)。
★螺紋銑刀切削為粉末狀短屑,無(wú)纏刀可能,絲攻加工為螺旋狀鐵屑,容易纏刀。
★螺紋銑刀非全齒接觸切削,機(jī)床負(fù)載和切削力都比絲攻小。
★裝夾簡(jiǎn)單,絲攻需要柔性攻絲刀柄,螺紋銑刀可用ER.HSK.液壓.熱漲等刀柄。
★一把可舍式螺紋銑刀桿可更換公制.美制.英制等刀片,經(jīng)濟(jì)型好。
★加工高硬度螺紋時(shí),絲攻磨損嚴(yán)重,甚至無(wú)法加工,螺紋銑刀可輕松實(shí)現(xiàn)。
應(yīng)用:
1、模具制造 模具為精密機(jī)械,生產(chǎn)成本高。正因此,大型模具中的螺紋為了保證精確的孔心距和豐滿的螺紋牙形,用螺紋銑刀加工保證工件的質(zhì)量。
2、非旋轉(zhuǎn)類或非對(duì)稱型零件 因零件形狀不對(duì)稱,用螺紋車削的方法首先遇到的困難是裝夾,加工的精度也能保證。
3、大型鏜孔直徑和斷續(xù)切削。 螺紋銑削加工技術(shù)在機(jī)械制造中應(yīng)用日益廣泛,推動(dòng)了行業(yè)的發(fā)展。應(yīng)用螺紋銑削加工需要注意到適用的工件形狀、有利的加工方案和質(zhì)量可靠的螺紋銑刀。只有通過(guò)綜合運(yùn)用螺紋銑削技術(shù),才能夠充分發(fā)揮螺紋銑削加工的優(yōu)點(diǎn)而取得成效。 同時(shí),也讓機(jī)床性能展現(xiàn)得淋漓盡致,又推動(dòng)了螺紋銑刀生產(chǎn)能力。
 中文
中文  English
English

