rgb(51, 51, 51); font-family: -apple-system-font, BlinkMacSystemFont, "Helvetica Neue", "PingFang SC", "Hiragino Sans GB", "Microsoft YaHei UI", "Microsoft YaHei", Arial, sans-serif; font-size: 17px; letter-spacing: 0.544px; box-sizing: border-box !important; overflow-wrap: break-word !important;">4
.主切削刃它是前刀面與主后刀面相交的交線部位。5.副切削刃它是前刀面與副后刀面相交的交線部位。
6.刀尖主、副切削刃相交的交點部位。為了提高刀尖的強度和耐用度往往把刀尖刃磨成圓弧形和直線形
的過渡刃。
7.修光刃副切削刃近刀尖處一小段平直的切削刃。與進給方向平行且長度大于工件每轉一轉車刀沿進給
方向的移動量,才能起到修光作用。
以上即是俗稱的車刀切削部分的“三面兩刃一尖”。

,
一、車刀的種類
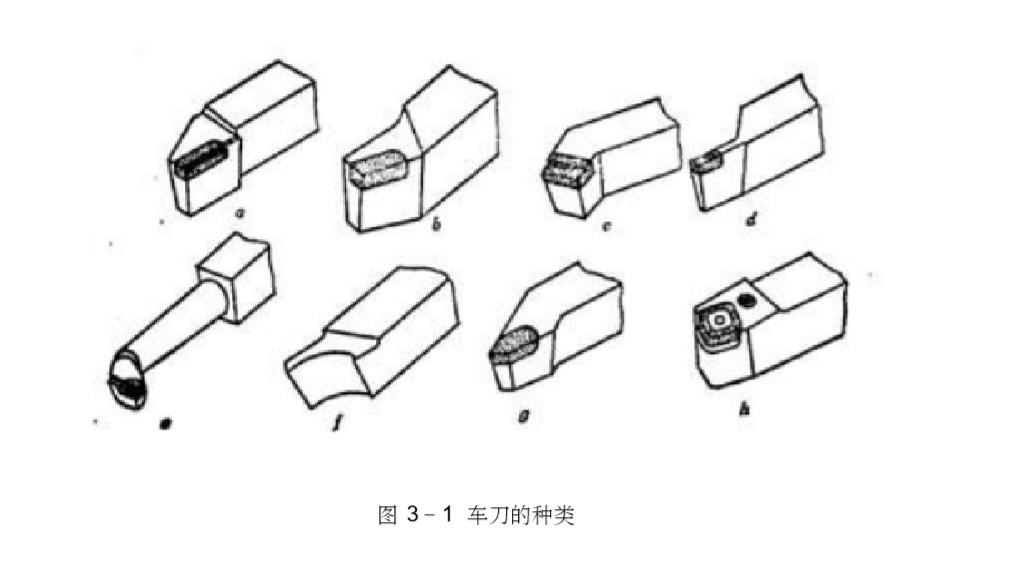
1.按用途可分為:
①外圓車刀
如圖示 3–1a 、b 主偏角一般取 75°和 90°,用于車削外圓表面和臺階;
②端面車刀
如圖示 3–1c,主偏角一般取 45°,用于車削端面和倒角,也可用來車外圓;
③切斷、切槽刀
如圖示 3–1d 用于切斷工件或車溝槽。
④鏜孔刀
如圖示 3–1e 用于車削工件的內圓表面,如圓柱孔、圓錐孔等;
⑤成形刀
如圖示 3–1f 有凹、凸之分。用于車削圓角和圓槽或者各種特形面;
⑥內、外螺紋車刀
用于車削外圓表面的螺紋和內圓表面的螺紋。圖 3–1g 為外螺紋車刀。
2.按結構可分為:
①整體式車刀
刀頭部分和刀桿部分均為同一種材料。用作整體式車刀的刀具材料一般是整體高速鋼 ,如圖 3–1f 所示。
②焊接式車刀
刀頭部分和刀桿部分分屬兩種材料。即刀桿上鑲焊硬質合金刀片,而后經刃磨所形成的車刀。圖 3–1所示 a、b、c、d、e、g 均為焊接式車刀。
③機械夾固式車刀
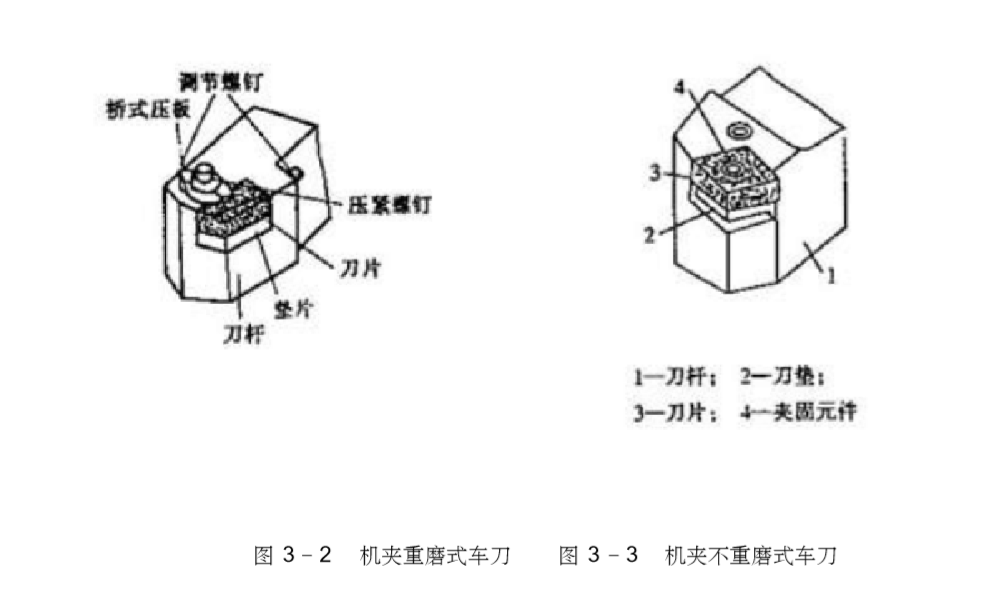
刀頭部分和刀桿部分分屬兩種材料。它是將硬質合金刀片用機械夾固的方法固定在刀桿上的 , 如圖 3–1h 所示。它又分為機夾重磨式和機夾不重磨式兩種車刀。圖 3–2 所示即是機夾重磨式車刀。圖 3–3 即是機夾不重磨車刀。兩者區別在于:后者刀片形狀為多邊形,即多條切削刃,多個刀尖,用鈍后只需將刀片轉位即可使新的刀尖和刀刃進行切削而不須重新刃磨;前者刀片則只有一個刀尖和一個刀刃,用鈍后就必須的刃磨。
目前,機械夾固式車刀應用比較廣泛。尤其以數控車床應用更為廣泛。用于車削外圓、端面、切斷、鏜孔、內、外螺紋等。
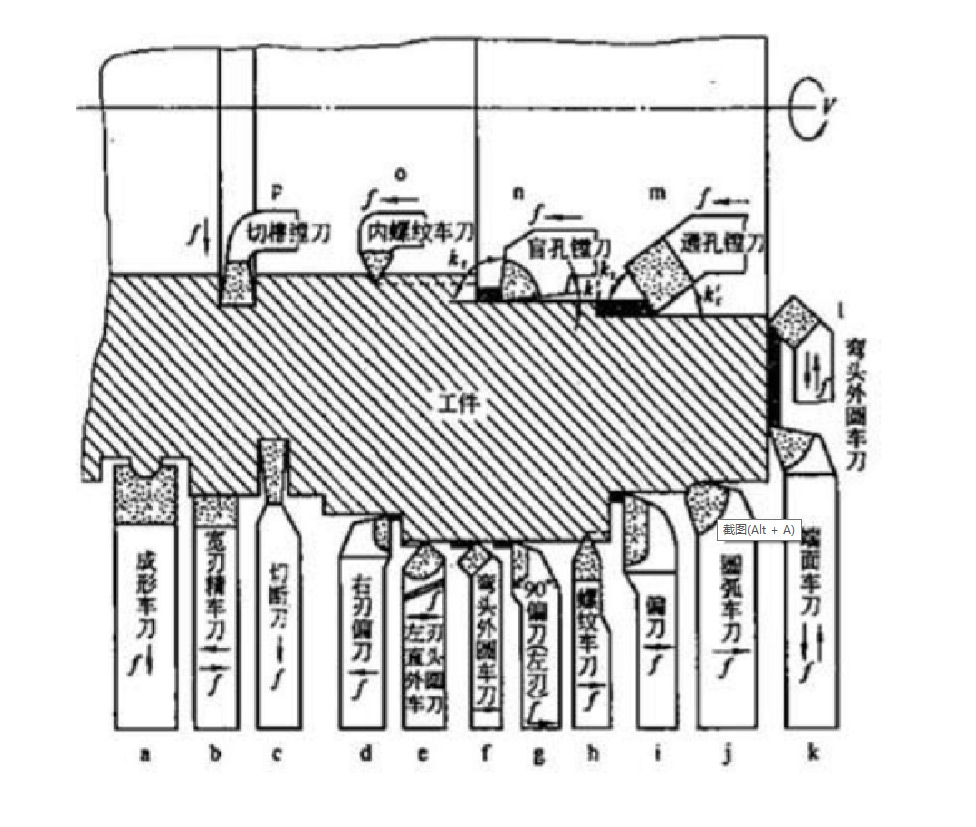
二、常用車刀的用途
如圖 3–4 所示:
外圓車刀(90°偏刀、 75°偏刀、 60 °偏刀)車外圓和臺階;
端面車刀(45°彎頭刀)車端面;
切刀切槽和切斷;
螺紋車刀車內外螺紋;
鏜孔刀車內孔;
滾花刀滾網紋和直紋;
圓頭刀車特形面。
三、車刀的組成
圖 3–5b 所示為車刀組成示意圖。它是由刀頭和刀桿兩部分組成。刀頭用于切削,又稱切削部分;刀桿用于把車刀裝夾在刀架上,又稱夾持部分。
車刀刀頭在切削時直接接觸工件,它具有一定的幾何形狀。如圖 3–5a、b、c 中所示是三種刀頭為不同幾何形狀的車刀。
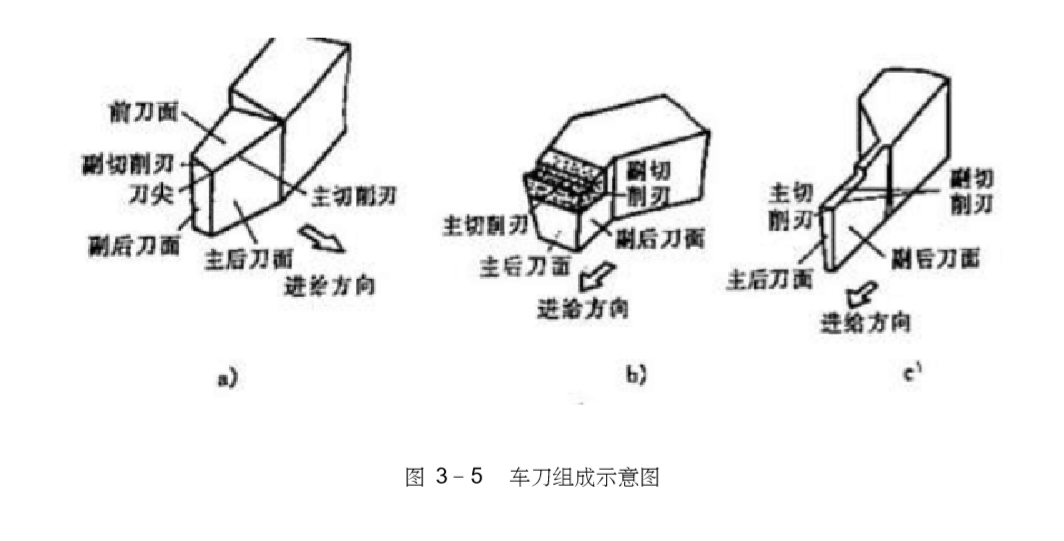
圖 3-5 中車刀刀具各部分結構,它組要由以下各部分組成:
1.前刀面它是刀具上切屑流過的表面。
2.主后刀面同工件上加工表面相互作用或相對應的表面。
3.副后刀面同工件上已加工表面相互作用或相對應的表面。
本文共分
1
頁
 中文
中文  English
English

