1 、數(shù)控刀具的結(jié)構(gòu)
數(shù)控車床刀具種類繁多,功能互不相同。根據(jù)不同的加工條件正確選擇刀具是編制程序的重要環(huán)節(jié), 因此必須對(duì)車刀的種類及特點(diǎn)有一個(gè)基本的了解。在數(shù)控車床上使用的刀具有外圓車刀、鉆頭、鏜刀、切斷刀、螺紋加工刀具等,其中以外圓車刀、鏜刀、鉆頭最為常用。
數(shù)控車床使用的車刀、鏜刀、切斷刀、螺紋加工刀具均有整體式和機(jī)夾式之分,除經(jīng)濟(jì)型數(shù)控車床外,目前已廣泛使用可轉(zhuǎn)位機(jī)夾式車刀。

(1)數(shù)控車床可轉(zhuǎn)位刀具特點(diǎn)
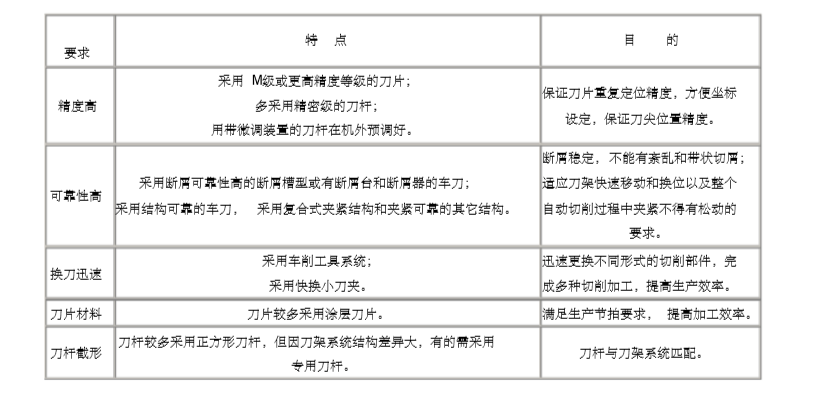
數(shù)控車床所采用的可轉(zhuǎn)位車刀,其幾何參數(shù)是通過刀片結(jié)構(gòu)形狀和刀體上刀片槽座的方位安裝組合形成的,與通用車床相比一般無本質(zhì)的區(qū)別,其基本結(jié)構(gòu)、功能特點(diǎn)是相同的。但數(shù)控車床的加工工序是自動(dòng)完成的,因此對(duì)可轉(zhuǎn)位車刀的要求又有別于通用車床所使用的刀具,具體要求和特點(diǎn)如下表所示。
(2)可轉(zhuǎn)位車刀的種類
可轉(zhuǎn)位車刀按其用途可分為外圓車刀、仿形車刀、端面車刀、內(nèi)圓車刀、切槽車刀、切斷車刀和螺紋車刀等。

(3) 可轉(zhuǎn)位車刀的結(jié)構(gòu)形式
①杠桿式:
②楔塊式:
③楔塊夾緊式:

2 、刀片材料
刀具材料切削性能的優(yōu)劣直接影響切削加工的生產(chǎn)率和加工表面的質(zhì)量。刀具新材料的出現(xiàn),往往能大大提高生產(chǎn)率,成為解決某些難加工材料的加工關(guān)鍵,并促使機(jī)床的發(fā)展與更新。

1)對(duì)刀具切削部分材料的要求
金屬切削過程中,刀具切削部分受到高壓、高溫和劇烈的摩擦作用;當(dāng)切削加工余量不均勻或切削斷續(xù)表面時(shí),刀具還受到?jīng)_擊。為使刀具能勝任切削工作,刀具切削部分材料應(yīng)具備以下切削性能:
1 高硬度和耐磨性
2 足夠的強(qiáng)度與韌性
3 高的耐熱性與化學(xué)穩(wěn)定性
4 良好的工藝性和經(jīng)濟(jì)性
(2)常用刀具材料
常用刀具材料有高速鋼、硬質(zhì)合金、陶瓷材料和超硬材料四類。

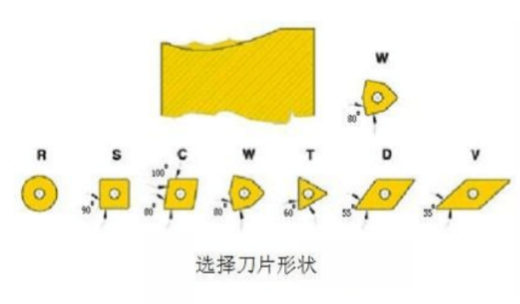
3 、 刀片的形狀
①刀尖角
刀尖角的大小決定了刀片的強(qiáng)度。在工件結(jié)構(gòu)形狀和系統(tǒng)剛性允許的前提下,應(yīng)選擇盡可能大的刀尖角。通常這個(gè)角度在 35°到 90°之間。
②刀片形狀的選擇
刀片形狀主要依據(jù)被加工工件的表面形狀、切削方法、刀具壽命和刀片的轉(zhuǎn)位次數(shù)等因素選擇。
正三角形刀片可用于主偏角為 60°或 90°的外圓車刀、端面車刀和內(nèi)孔車刀。由于此刀片刀尖角小、 強(qiáng)度差、耐用度低、故只宜用較小的切削用量。
正方形刀片的刀尖角為 90°,比正三角形刀片的 60°要大, 因此其強(qiáng)度和散熱性能均有所提高。這種刀片通用性較好,主要用于主偏角為 45°、60°、75°等的外圓車刀、端面車刀和鏜孔刀。
正五邊形刀片的刀尖角為 108°,其強(qiáng)度、耐用度高、散熱面積大。但切削時(shí)徑向力大,只宜在加工系統(tǒng)剛性較好的情況下使用。
菱形刀片和圓形刀片主要用于成形表面和圓弧表面的加工,其形狀及尺寸可結(jié)合加工對(duì)象參照國(guó)家標(biāo)
 中文
中文  English
English